Rozwój produktów powłoki telefonu komórkowego musi przejść przez proces projektowania struktury produktu, rozwoju i projektowania form, produkcji formowania wtryskowego, drukowania natryskowego i tak dalej. Każde łącze wpłynie na wygląd powłoki telefonu komórkowego. HANKING MOULD ENGINEERING LTD. ma kilka sugestii, na jakie kwestie należy zwrócić uwagę podczas procesu formowania wtryskowego form powłoki telefonu komórkowego. Mamy nadzieję, że mogą one być dla Ciebie pomocne.
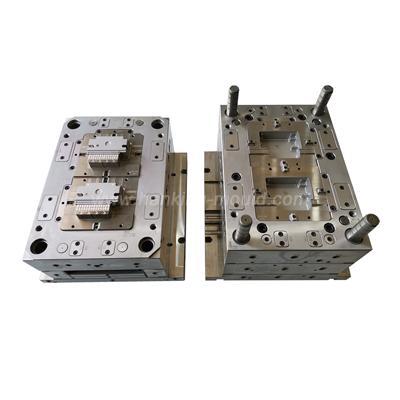
1. konstrukcja formy wtrysku powłoki telefonu komórkowego
TheKonstrukcja formy wtryskowejPowłoki telefonu komórkowego musi uwzględniać strukturę i montaż produktu. Ponadto w procesie produkcyjnym należy wziąć pod uwagę wyrzucanie produktu i jego układ wodny oraz rozkład wlotu kleju. Poniżej krótko przedstawiono punkty uwagi projektu żeber produktu, haków i otworów na nakrętki.
2. projekt formy wtryskowej żebra powłoki telefonu komórkowego
Podczas korzystania z PC lub ABS PC grubość żebra jest nie większa niż 0,6 razy większa od grubości samej powłoki telefonu. Współczynnik proporcji nie może przekraczać 3 do 5 razy własnej grubości.
Kąt zanurzenia formy powłoki telefonu komórkowego wynosi około 0,5 do 1,0 stopnia.
Przestrzeń między dwoma żebrami jest ponad 3 razy większa od grubości ścianki.
3. schemat projektowania formy wtrysku telefon komórkowy powłoki formy hak
Specyfikacja wejścia karty haka wynosi na ogół od 0,5mm do 0,8mm.
Hak przesuwa się w dół o 0,2mm od powierzchni rozdzielającej, co jest korzystne dla przetwarzania formy powłoki telefonu komórkowego.
Powierzchnia okluzyjna haka i szczeliny na karty ma szczelinę 0,05mm, co ułatwia naprawę pleśni w przyszłości.
Przestrzeń 0,3mm jest zarezerwowana w górnej części szczeliny w dolnej części haka jako sprężysta przestrzeń do deformacji haka.
Pozostałe powierzchnie współpracujące powinny pozostawić szczelinę od 0,1 do 0,2mm.
Ukośny słupek prowadzący haka musi pozostawić układ skokowy od 6 do 8mm.
Końcówka haka ma łuk 0,1mm dla łatwego demontażu i montażu.
Na powierzchniach współpracujących haków jako kąt demontażu można pozostawić 2-stopniowy ciąg.
Kąt prowadzący R w dolnej części szczeliny poprawia wytrzymałość na ściskanie, dlatego jako obszar konwersji wykorzystywany jest kąt nachylenia obszaru o różnej grubości mięsa.
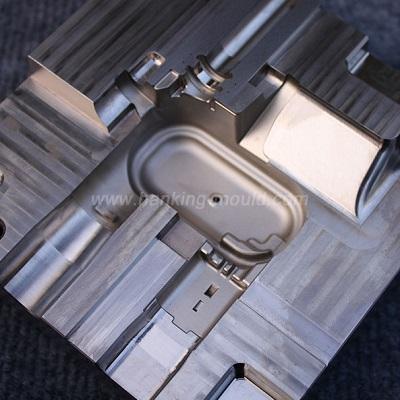
4. telefon komórkowy powłoki formy procesu produkcji wtrysku tworzyw sztucznych
Muszle telefonów komórkowych są zwykle formowane z materiałów PC lub PC ABS. Ze względu na słabą płynność PC, proces zwykle wykorzystuje wysoką temperaturę formy i wysoką temperaturę materiału do napełniania; Użyta brama jest zwykle bramą punktową. Podczas napełniania konieczne jest użycie stopniowanego formowania wtryskowego, aby znaleźć pozycję bramy i pozycję przełączania V-P (ciśnienie trzymania wtrysku), co będzie bardzo pomocne w rozwiązywaniu nieprawidłowości, takich jak ślady gazu przy bramie i błysk niedopełnienia.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어





 Zadzwoń do nas:
Zadzwoń do nas:  Wyślij do nas e-mail:
Wyślij do nas e-mail:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.