Pełna nazwa ABS Kopolimer akrylonitrylu butadienu styrenu, o doskonałych wszechstronnych właściwościach fizycznych i mechanicznych, doskonałej odporności na uderzenia w niskich temperaturach. Stabilność wymiarowa. Właściwości elektryczne, odporność na zużycie, właściwości antychemiczne, barwienie, przetwarzanie gotowego produktu i obróbka mechaniczna są dobre. Żywice ABS są wodoodporne, nieorganiczne, alkaliczne i kwasoodporne, nierozpuszczalne w większości rozpuszczalników alkoholowych i węglowodorowych, ale mają tendencję do rozpuszczania się w aldehydach, ketonach, estrach i niektórych chlorowęglowodorach. Temperatura odkształcenia termicznego żywicy ABS jest niska, odporność na warunki atmosferyczne jest słaba.
Temperatura topnienia wynosi od 217 do 237 stopni C, a temperatura rozkładu termicznego przekracza 250 stopni.
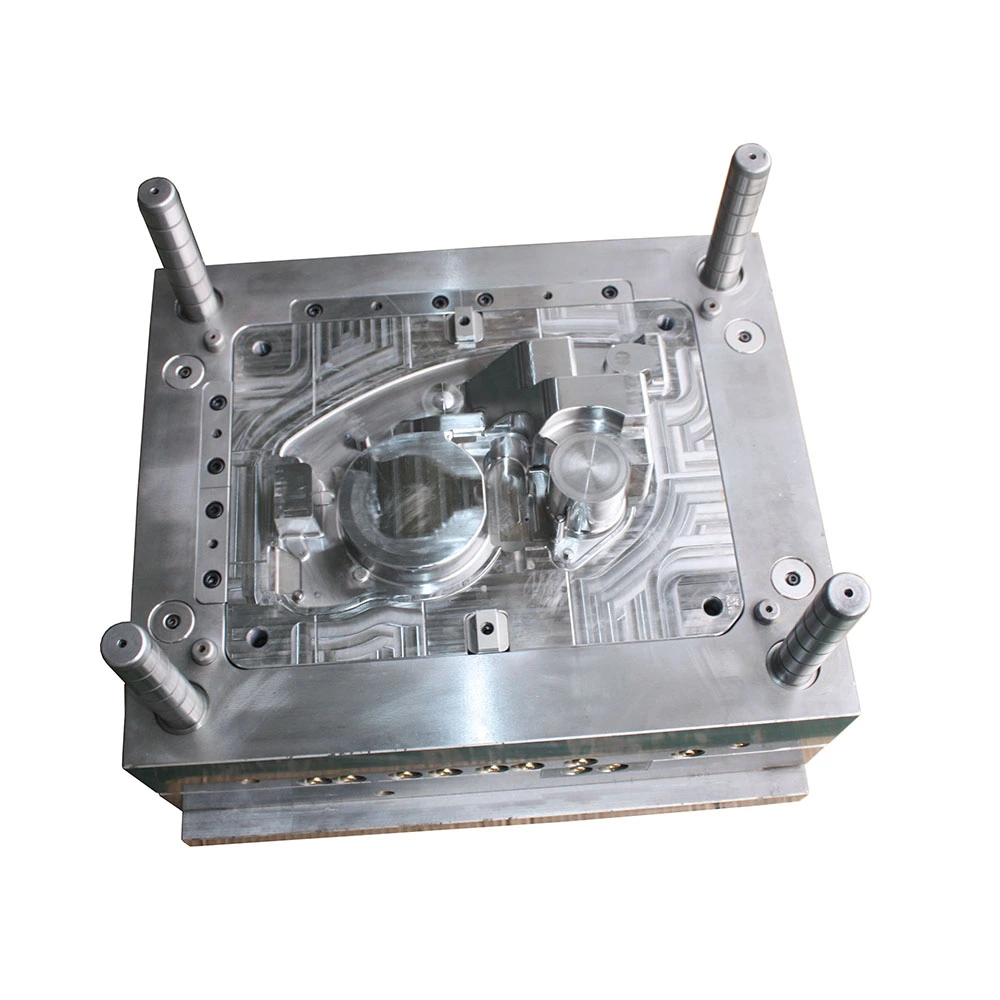
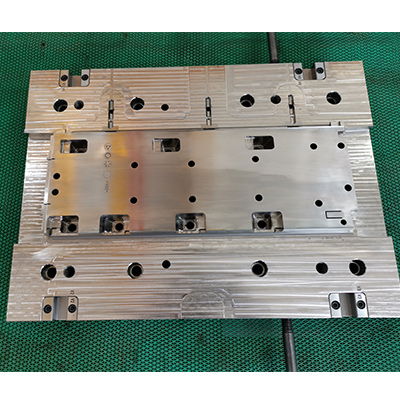
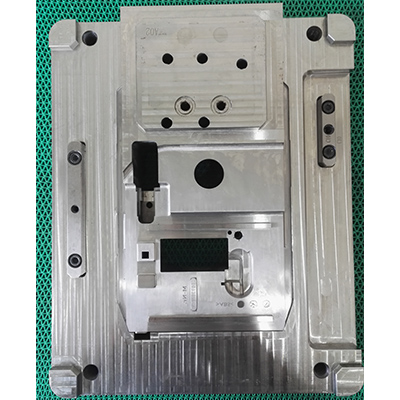
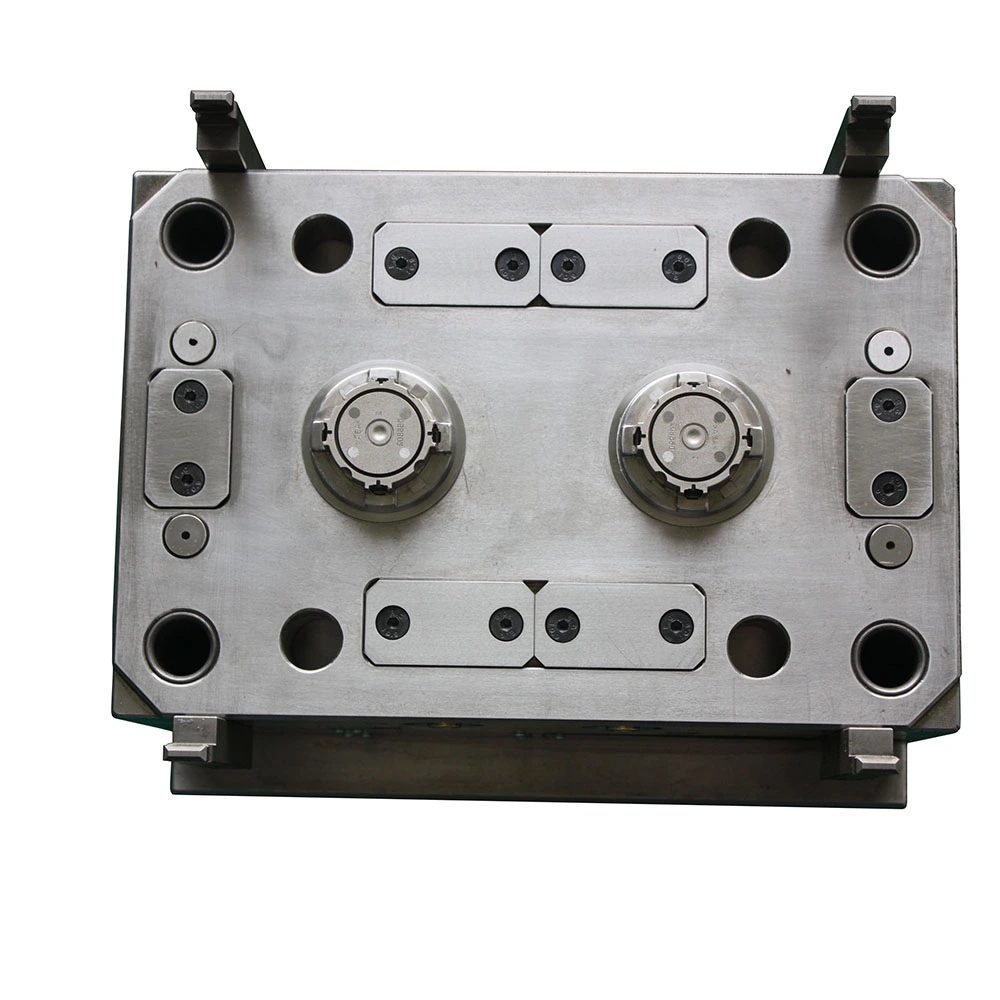
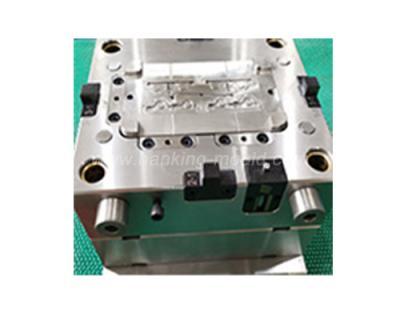
W przypadku formy z tworzywa sztucznego ABS, HanKing wykona dobrą konstrukcję formy wtryskowej z tworzywa sztucznego od grubości ścianki, kąta zanurzenia, odpowietrzania, systemu wyrzutnika, równowagi i dobrej prowadnicy.
Żywica ABS do formowania wtryskowego to głównie lekka kość słoniowa lub porcelanowa biała nieprzezroczysta granulka, z wyjątkiem specjalnej jakości lub żywicy barwiącej. Absorpcja wody przez żywicę nie jest bardzo wysoka, na przykład, gdy dopuszczalna wartość przetwarzania wynosi poniżej 0,1 do 0,2%, proces formowania można przeprowadzić bez suszenia, podczas gdy opakowanie jest szczelne, przechowywanie jest właściwe, a wymagania dotyczące produktu nie są zbyt wysokie. Jednakże, jeśli zawartość wilgoci w granulkach przekracza określoną wartość, należy ją wysuszyć przed formowaniem wtryskowym. Gdy istnieją wysokie wymagania dotyczące specjalnych granulek lub produktów (takich jak galwanizacja), należy je wysuszyć przed procesem formowania.
Aby stopiony ABS wypełnił wszystkie części wnęki tak szybko, jak to możliwe, średnica kanału biegacza musi być nie mniejsza niż 5mm, grubość bramy powinna wynosić więcej niż 30% grubości części z tworzywa sztucznego i części prostej (Odnosi się do wnęki, którą należy wprowadzić) długość wynosi około 1mm. Położenie bramy należy określić zgodnie z wymaganiami produktu i kierunkiem przepływu. W przypadku produktów, które muszą być galwanizowane, brama nie może znajdować się na powierzchni powłoki.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어







 Zadzwoń do nas:
Zadzwoń do nas:  Wyślij do nas e-mail:
Wyślij do nas e-mail:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.