Usługi formowania tworzyw sztucznych i zarządzanie projektami
Usługi formowania jeden do jednego
TheChiny producent form z tworzyw sztucznych,HANKING zapewni każdemu projektowi precyzyjnego formowania wtryskowego z tworzyw sztucznych Kierownika Projektu i Inżyniera Projektu przydzielonego do każdego projektu. Kierownik projektu jest odpowiedzialny za projekt od wstępnych rozmów z przedstawicielami klientów do pomyślnego zakończenia projektu. Dla klienta oznacza to jeden projekt-jeden kontakt.
Dyskusja przy okrągłym stole w sprawie niezbędnych szczegółów usługi formowania
HanKing Mold zorganizuje okrągłe stoły, omawiając kluczowe etapy sukcesu projektu formowania tworzyw sztucznych, od rozpoczęcia projektu, DFM, projektowania form, wyniku próby formowania, modyfikacji i tak dalej.
Cotygodniowe aktualizacje dotyczące usług formowania wtryskowego tworzyw sztucznych
Projekt formy:Projekt pod kątem możliwości produkcyjnych (DFM), projekt wstępny, przepływ formy, projektowanie form 3D, zatwierdzenie projektu przez klienta
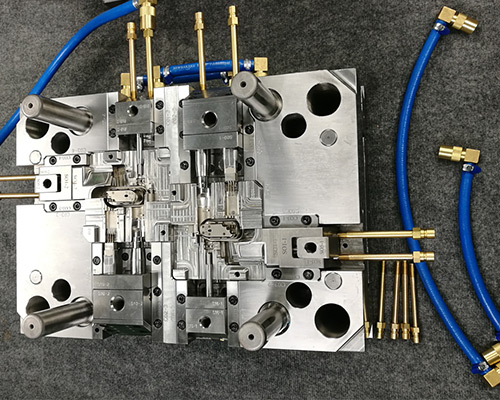
Produkcja pleśni:Zamawianie stali, dopasowywanie, montaż formy
Po wprowadzeniu projektu zostanie powołany specjalny zespół APQP w celu oceny ryzyka projektu, przeglądu oferty, określenia zadań i celów działania, ustalenia wstępnego BOM, schematu przepływu procesu, wykaz szczególnych cech produktów i procesów oraz lista ryzyka, Szczegółowo przeanalizować projekt strukturalny i technologię procesową różnych rodzajów produktów dla klientów, przedstawić rozsądne sugestie, pomóc klientom w optymalizacji produktów i obniżyć koszty klientów, poprawić zdolność produkcyjną i wydajność.
Rozwój i produkcja pleśni
Zespół projektowy HanKing Mould może wykonać szczegółowy raport dotyczący rozpoczęcia formy DFM, analizę przepływu formy, analizę tolerancji wymiarowej, rysunki projektowe formy i wydajność specyfikacji, produkcję form, produkcję próbną, korektę formy/zmianę inżynieryjną, trójwymiarowa/dwuwymiarowa inspekcja, akceptacja formy i inne możliwości mocowania, takie jak rozwój i natryskiwanie/sitodruk/montaż/kształtowanie.
Proces projektowania, rozwoju i weryfikacji
Przegląd systemu jakości produktu/procesu, plan piętra warsztatu, schemat przebiegu procesu, formułowanie i przegląd P-FMEA, próbny plan produkcji i kontroli, matryca charakterystyk specjalnych, instrukcje obsługi procesu, specyfikacje pakowania, plan analizy systemu pomiarowego, początkowe wyniki badań zdolności procesowych, kontynuacja próbnych problemów produkcyjnych.
Potwierdzenie produktu i procesu
Produkcja PPAP, ocena systemu pomiarowego, aktualizacja zdolności procesowych, zatwierdzanie części produkcyjnych, test zdolności produkcyjnych, ocena opakowań, aktualizacja planu kontroli, identyfikacja planowania jakości i wsparcie zarządzania, aktualizacja i ulepszanie listy ryzyka.
Informacje zwrotne/ocena i środki naprawcze
Wczesna wydajność projektu, wczesne ograniczenie produkcji, zamknięcie listy ryzyka, przegląd raportu podsumowującego, redukcja kosztów, poprawa dostaw i usług oraz poprawa satysfakcji klienta;
Przed dostarczeniem formy wtryskowej nasz kierownik projektu przeprowadzi kontrolę narzędzi z tworzyw sztucznych, aby upewnić się, że nasze formy udają się do klienta w dobrym stanie i jakości
Dostawa bezpieczeństwa
Zainstalowane śruby barowe i oczkowe, dostępne urządzenie zabezpieczające.
Pojedyncza wnęka transportowa i możliwy pręt transportowy po stronie rdzenia zrównoważone.
Dostępne gniazda zaciskowe lub płyty zaciskowe.
Oznakowanie narzędzi zgodnie z normą narzędzia klienta.
Wszystkie połączenia chłodzące są oznaczone zgodnie z normą narzędzia
Wszystkie połączenia olejowe i powietrzne są oznaczone zgodnie z normą narzędzia.
Dostępne krawędzie do demontażu.
Jasna i łatwa identyfikacja znakowania dla operatorów do zrozumienia
Smaruj wszystkie przewodniki. Dołączone rowki olejowe.
Czy w przypadku wszystkich form sprężynowych istnieje skuteczna kontrola sprężyny?
System wyrzutnika działa dobrze (płynnie porusza się ręcznie, lepiej niech dama spróbuje)
Dostępne wystarczające gwinty do śrub oczkowych.
Filary prowadzące są dłuższe niż pochylone filary.
Wszystkie śruby dokręcone.
Sposób wypychania do formy i przetestowania.
Średnica pierścienia lokalizacyjnego jest zgodna ze specyfikacją.
Promień dyszy R15.5 mm / 40mm.
Wlot słupka wszystkie suwaki śrubowe zaokrąglone.
Brak ostrych krawędzi, wszystkie części z fazowa niem.
Przejścia w wlewie są przeważnie zaokrąglone.
Krzew wlew jest polerowany wzdłużnie.
Wszystkie bramki są równie dużymi raportami pomiarowymi, które istnieją.
Oznaczenie numeru wnęki jest wykonane z akordiNg do wymagań klienta.
Symbole recyklingu dostępne zgodnie ze specyfikacją.
Pieczęć daty dostępna, zgodnie ze specyfikacją, należy dostosować prawidłową datę.
Dostępne otwory powietrzne i otwory wentylacyjne.
Powierzchnia formy i łączenie
Powierzchnia wnęki według rysunku.
Długość testowanego wyrzutnika i odbicia.
Suwak bezpieczeństwa i chwyt kulowy są prawidłowo ustawione.
Wstępne ładowanie przy dostępnym blokowaniu, pojedyncza szczelina boczna 0,01mm.
Flash musi zostać usunięty po szlifowaniu płaszczyzny rozstania.
Sprawdzana linia rozstanie.
Sprawdzana powierzchnia o wysokim połysku.
Część odbiera z robotem możliwe
Brama deformująca się automatycznie.
Skurcz sprawdzony.
Suwak z mechanizmem bezpieczeństwa.
Wszystkie połączenia chłodzące muszą być oznaczone, zgodnie z normą narzędzia klienta.
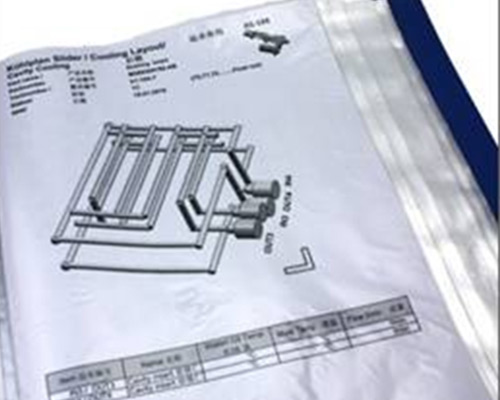
Dokumenty i rysunek
Schemat chłodzenia i raport przepływu wody obecny.
Złącza wodne są poprawne zgodnie z normą klientów.
Połączenia chłodzące znajdują się po przeciwnej lub dolnej stronie operacji.
Rurociągi hydrauliczne muszą być mocno połączone lub tubed do narzędzia wewnętrznego.
Sprawdź funkcję cylindrów (sposoby/urządzenie blokujące)
Połączenia cylindrów są zgodne z wymaganiami klientów.
December 17, 2020Aby utrzymać dokładność obróbki formy wtryskowej z tworzywa sztucznego pod ciśnieniem wtrysku i siłą zaciskania, należy wziąć pod uwagę wykonalność szlifowania i polerowania wnęki...view
April 21, 2020Formy przemysłowe, różnego rodzaju formy i narzędzia stosowane w produkcji przemysłowej w celu uzyskania wymaganych produktów przez formowanie wtryskowe, rozdmuchiwanie, wytłaczanie, odlewanie ciśnieniowe lub kucie, wytapianie, st...view
October 28, 20191. w przypadku niestandardowych form do tworzyw sztucznych o wysokiej twardości, wysokiej odporności na zużycie i wysokiej wytrzymałości, nawęglana stal powinna być wybrana do produkcji i nawęglania, hartowania i temperatury...view
October 28, 2019Precyzyjny proces formowania i obróbki jest ostatnim procesem przetwarzania matrycy i jest najważniejszym, który bezpośrednio wpływa na jakość matrycy. Stanowi około 30%-40% do...view
July 30, 2019W Chinach jest wielu producentów form i form z tworzyw sztucznych, istnieją duże zakłady produkcyjne, niezliczone małe fabryki i małe prace, a szczególnie trudno jest znaleźć mo...view
October 28, 2019Precyzyjne formowanie wtryskowe odnosi się do metody formowania wtryskowego, że dokładność powtarzania wymiarów produktów formowanych wtryskowo jest bardzo wysoka, tak że trudno jest spełnić wymagania b...view

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어











 Zadzwoń do nas:
Zadzwoń do nas:  Wyślij do nas e-mail:
Wyślij do nas e-mail:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.