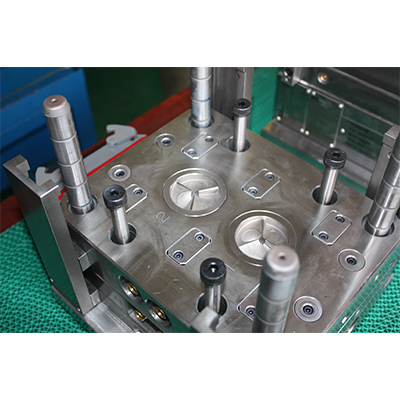
Forma 3-płytowa jest również nazywana precyzyjną formą bramy.
Istnieją dwie powierzchnie rozdzielające, aby podzielić formę na trzy części. W porównaniu z dwiema formami płytowymi dodaje się płytkę bramy z trzech płyt. Nadaje się do form, które nie pozwalają na ślady bramy wokół produktu. Ten rodzaj formy wykorzystuje spiczastą bramę, więc nazywa się to precyzyjną formą bramy.
Typowy proces ruchu formy 3-płytowej
Proces otwierania formy: forma trójpłytowa ma dwa procesy rozstania, pierwszy między płytą zdzierającą a płytą wnękową, a drugi raz między płytą wnękową a płytą rdzenia. Gdy strona rdzenia jest ciągnięta przez wtryskarkę, ponieważ płyta A i B są wyposażone w zamek zatrzaskowy, i nie ma połączenia ani przeszkód między płytą zdzierającą a płytą A (w większości przypadków drążek pociągowy jest również wyposażony w sprężynę) W tym czasie, Płyta ściągająca jest najpierw oddzielona od płytki wnękowej siłą ciągnącą, a płyta wnękowa przesuwa się do tyłu wraz z płytą rdzenia. Podczas przemieszczania się na ustawioną odległość jest blokowany przez blok ograniczający drążek, ponieważ płyta A nadal porusza się wraz z wtryskarką. Dlatego też drążek pociągowy jest również napędzany, a drążek napędza płytę ściągającą, aby przesunąć się na następną ustawioną odległość, a następnie drążek i płytka wnękowa przestają się poruszać.
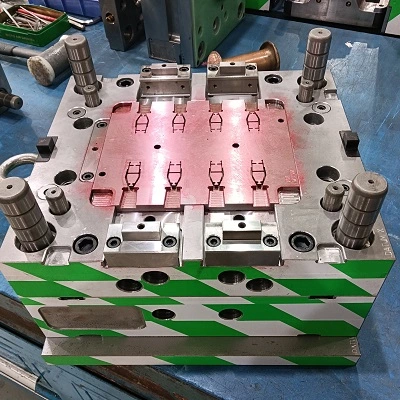
Wtryskarka nadal porusza się do tyłu, ponieważ siła ciągnąca nadal rośnie, przekraczając siłę blokującą blokady zatrzasku, płyta A jest oddzielona od płyty B, i zatrzymuje się po osiągnięciu ustawionej odległości.
Płyta wyrzutnika napędza mechanizm wyrzutnika (sworzeń wyrzutnika, pręt wyrzutnika i podnośnik), aby rozpocząć ruch wyrzutu, a gotowy produkt jest wyrzucany (automatycznie upuszczany lub usuwany przez robota).
Proces zaciskania-gdy na płycie wyrzutnika znajduje się mechanizm cofania, płyta wypychacza jest siłą odciągana przez wtryskarkę przed zaciśnięciem.
Pod naciskiem wtryskarki rdzeń przesuwa się do przodu na stronę wnęki, jeśli płyta wypychacza nie zostanie wcześniej odciągnięta, kołek powrotny najpierw styka się z płytą wnękową. Pod siłą reakcji płyta wypychacza jest zwracana przez kołek powrotny.
Płytka B jest dociskana do płyty A i płyty zdzierającej, a na koniec całkowicie szczelnie. Dysza na wtryskarce jest ściśle wyposażona w tuleję dyszy na formie i rozpoczyna się następny cykl formowania wtryskowego.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어



 Zapytanie
Zapytanie 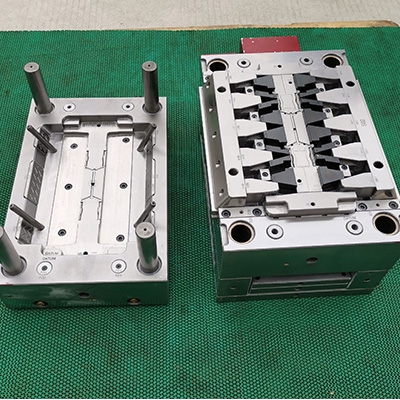





 Zadzwoń do nas:
Zadzwoń do nas:  Wyślij do nas e-mail:
Wyślij do nas e-mail:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.