Ⅰ. Koncepcja i zastosowanie precyzyjnej formy przekładni
1. precyzyjne koła zębate mają bardzo wysokie wymagania dotyczące wielkości parametrów i wydajności. Parametry obejmują zewnętrzną średnicę koła addendum, zewnętrzną średnicę koła korzenia zęba, moduł, średnicę koła indeksowego (znanego również jako zwykła normalna), grubość koła indeksu, kąt nacisku, kąt nachylenia zęba śrubowego, Tolerancja bicia przekładni pierścieniowej itp. Pod względem wydajności uwzględniono dobór materiałów i wymagania dotyczące dokładności innych wymiarów montażowych.
2. pod względem zastosowania typowe produkty, takie jak wewnętrzne części transmisyjne drukarek i kopiarek są powszechnie VCD wsporniki napędu dysków. Jeśli przekładnia nie spełnia wymagań dotyczących dokładności, wspornik będzie wydawał się niestabilny do i na zewnątrz, któremu towarzyszą wibracje lub ruch wahadłowy, a głos będzie wyjątkowo głośny.
3. precyzyjne biegi są stopniowane pod względem dokładności. Normą krajową jest to, że im wyższy poziom, tym bardziej precyzyjny, a japoński standard jest taki, że im mniejszy poziom, tym bardziej precyzyjny. Zgodnie ze standardem JIS, większość fabryk precyzyjnych przekładni zębatych może osiągnąć tylko biegi klasy 4 i 5, a już jest to wysoki poziom, aby móc osiągnąć plastikowe koła zębate klasy 3.
Tak. Wybór podstawy formy przekładni
Dokładność podstawy formy będzie miała bezpośredni wpływ na dokładność produkcji i wtrysku formy przekładni, a także na żywotność formy. Doświadczenie pokazało, że dokładność ogólnych podstaw form jest na ogół trudna do spełnienia wymagań precyzyjnych form przekładni.
Ⅲ. Kluczowe punkty związane z projektowaniem konstrukcji matrycy przekładni
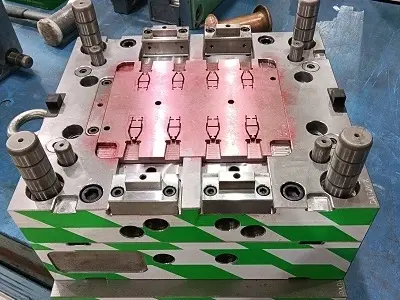
1. Brama: Generalnie stosuje się 3-punktowe lub 6-punktowe zrównoważone nalewanie, a mikro-bieg jest zwykle wylewany punktowo.
2. Ranking wnęki: 1 ~ 4 wnęki są powszechne. Małe koła zębate mogą osiągnąć 6 lub 8 wnęk; koła zębate o różnych kształtach mogą tworzyć 3 wnęki. Najbardziej reprezentatywny jest typ 4-wnękowy.
3. Metoda wyrzucania formy przekładni: Istnieje wspólny centralny cylinder i wyrzut sworznia wypychacza. W przypadku przekładni śrubowych konieczne jest dodanie łożyska wspomagającego wyrzut. Pozycja łożyska jest tuleja na igle cylindra i tuleja na rdzeniu rdzenia formy. Dwie zasady wyrzucania są takie same.
4. blok rurek powierzchni rozstania: Cylindryczny blok rurek powierzchni rozdzielającej musi być zainstalowany.
5. przednie i tylne formy i wkładki są cylindryczne, tak, aby zapewnić współosiowość produktu. Materiał jest ogólnie SKD61 i utwardzony do HRC52 ~ 56.
6. pod względem dokładności igieł cylindra i cylindra lub małych wkładek centralnych w kluczowych częściach, dokładność projektowania zwykle wymaga współosiowości 0,02mm, co jest bardziej rygorystyczne. Ponadto górny koniec środkowej igły cylindra lub igły wkładki powinien być zaprojektowany z cylindrycznym prostym położeniem rurki, a część wkładki górnej matrycy powinna być włożona do pozycjonowania, tak, aby osiągnąć wyższą współosiowość przednich i tylnych pozycji kleju matrycy.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어




 Zadzwoń do nas:
Zadzwoń do nas:  Wyślij do nas e-mail:
Wyślij do nas e-mail:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.