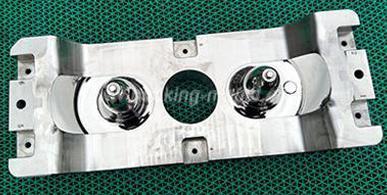
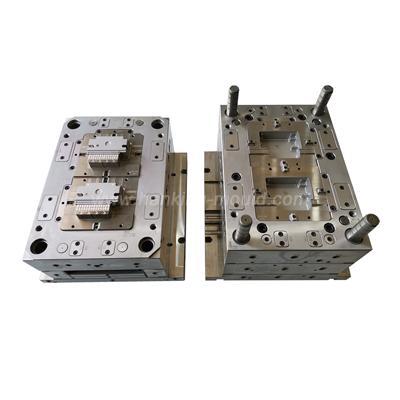
Ⅰ. Zasady projektowania prostego górnego bloku dla formy samochodowej
1. Długość krycia prostego górnego ogniwa i rękawa prowadzącego musi być większa niż 2/3 długości ogniwa w płytce B;
2. Prosty górny blok jest połączony z prętem łączącym i lepiej jest go przymocować za pomocą śrub z łbem kubkowym, co jest wygodne do obróbki; można go również zamocować za pomocą szpilki lub bloku prasowego;
3. krawędź otworu na śrubę w górnym bloku jest co najmniej 5mm od pozycji uszczelniającej;
4. otwór pomiędzy prętem łączącym a płytą B powinien znajdować się 0,5mm od jednej strony;
5. Głowica i ogon łącza powinny być brane pod uwagę do pozycjonowania; dolna płyta powinna być wykonana z otworami rzemieślniczymi dla łatwego demontażu i montażu.
6. link może być bezpośrednio zamocowany na dolnej płytce igły;
7. po stronie prosty górny blokForma samochodowaMusi być nachylony o 3 lub 5 stopni, aby uniknąć tarcia z rdzeniem formy podczas wyrzucania;
8. powinna istnieć odległość 0,2 ~ 0,3mm między prostym górnym blokiem a wewnętrzną stroną produktu z tworzywa sztucznego.
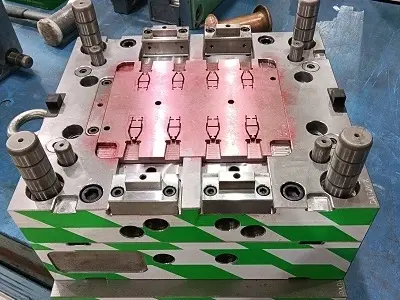
Tak. Zasady projektowania naparstka dla formy samochodowej
1. zgodnie z charakterystykąFormy przemysłowe: Głębokość kolumny jest mniejsza niż 5mm do wstawiania igieł, a filary większe niż 5mm są używane do cylindrów, ale także w zależności od rzeczywistej sytuacji;
2. Głębsze kości muszą być wykonane z wkładek do wydechu, aby uniknąć zatrzymania powietrza podczas formowania wtryskowego i niezadowalającego wypełnienia kości;
3. Umieść igłę dyszy bezpośrednio pod główną prowadnicą i wykonaj odwróconą klamrę, aby wyciągnąć biegacz z prowadnicy po otwarciu formy;
4. rozłożyć naparstek rozsądnie zgodnie z zasadą wyrzutu równowagi produktu. Średnica naparstku formy samochodowej powinna być tak duża, jak to możliwe, i trudniej jest przetworzyć mniejszy naparstek.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어




 Zadzwoń do nas:
Zadzwoń do nas:  Wyślij do nas e-mail:
Wyślij do nas e-mail:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.